To achieve the required automation and precision, our team analyzed the client’s setup, production goals, and welding process in detail. Applying our research-driven approach and industrial automation expertise, we engineered a compact robotic MIG welding system optimized for accuracy, efficiency and safety.
Here’s our step-by-step solution:
1. Custom fixture design
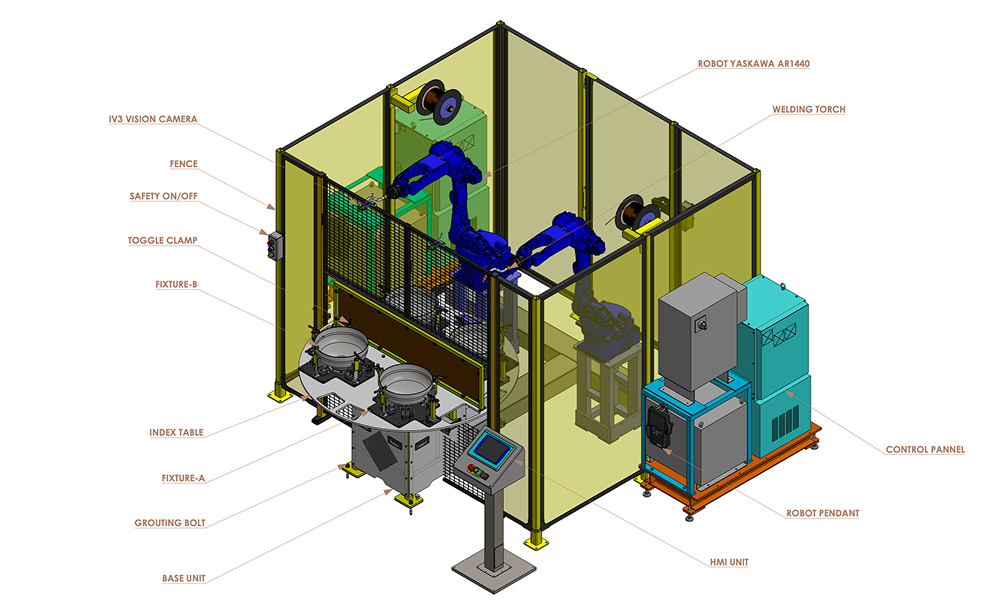
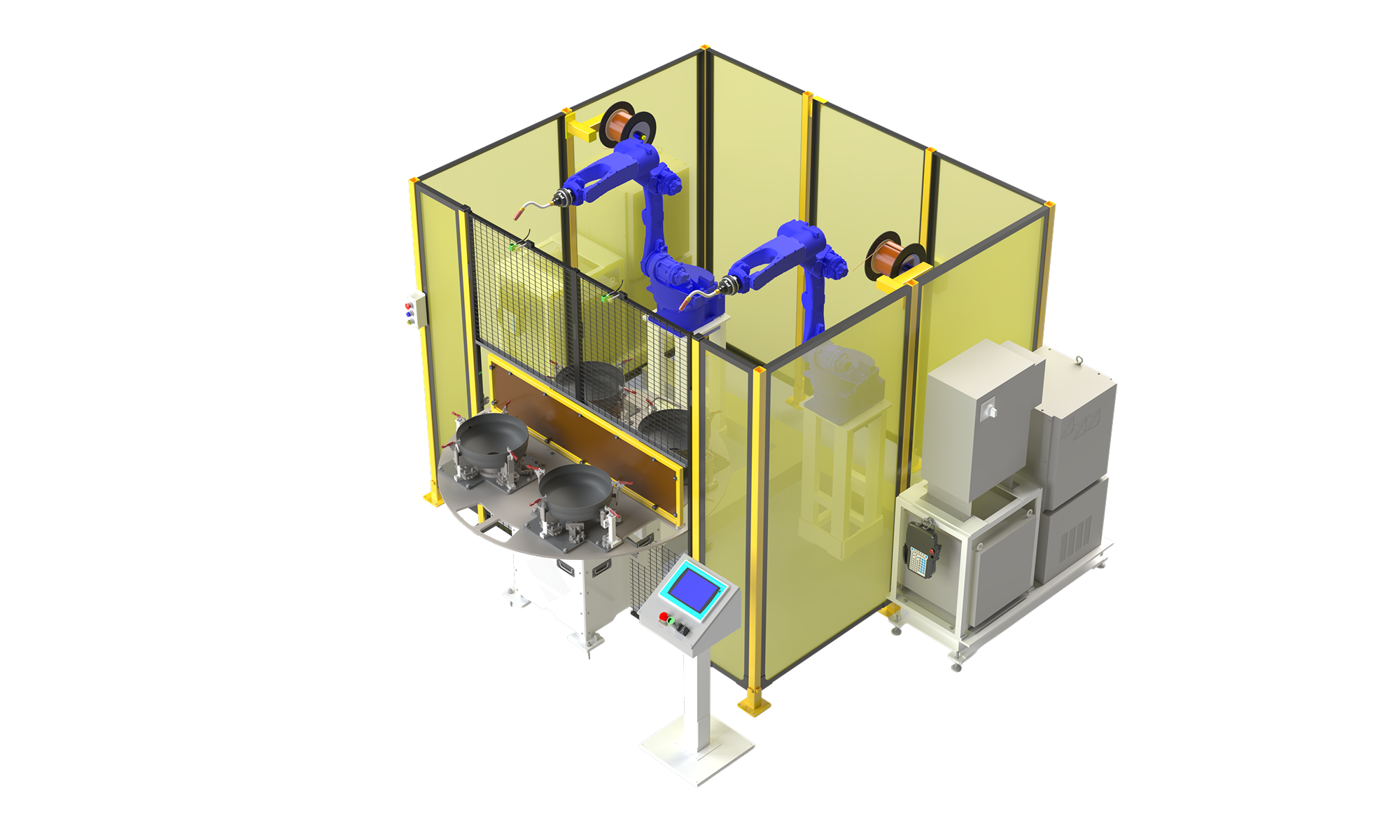
To meet the automation and precision requirements of the project, two dedicated custom fixtures were designed, each capable of holding four boiler lids and their child parts. Both fixtures were mounted on a single indexing plate.
2. Automated indexing system
The indexing plate rotation was automated using a FESTO servo motor paired with a Neugart high-precision planetary gearbox, ensuring accurate and repeatable positioning during every welding cycle. This setup formed the foundation for a fully automated and synchronized welding process.
3. Robotic welding integration
The system was equipped with two Yaskawa AR1440 industrial robots, exclusively dedicated to welding the Boiler End Cap child parts. These robots were programmed to deliver precise, consistent welds across all fixture positions, ensuring uniform quality and meeting strict production cycle times. Their synchronized operation with the indexing table enabled a continuous workflow, minimizing idle time and maximizing efficiency.
4. Fixture functionality and clamping
Each fixture was designed to accommodate two different types of child parts, secured using mechanical toggle clamps for stable holding during welding. This design allowed quick and efficient manual loading/unloading while maintaining precise positioning. By opting for toggle clamps instead of pneumatic or sensor-based systems, the setup remained simple, cost-effective, and low-maintenance. This approach reduced potential failure points and overall system complexity.
5. Safety and control system
The entire system was programmed with a strong focus on safety. It is enclosed by a protective fence featuring a maintenance door with safety interlock. Robot operations are managed through designated programs controlled via HMI (Human-Machine Interface) and PLC (Programmable Logic Controller).
Additionally, an IV3 vision camera detects part presence after loading and inspects weld beads post-welding to ensure process reliability and quality assurance.
Sedin Engineering automation and design team worked together to deliver a fully functional robotic MIG welding cell on time. We developed detailed 3D CAD models, 2D manufacturing drawings, and complete documentation, including robot reach studies, simulation reports, and electrical schematics.
All designs complied with ISO, ANSI, and CE safety standards, ensuring reliability and operator safety. The final design package enabled the client to proceed smoothly with fabrication, integration, and commissioning of the robotic MIG welding system.