Material Handling
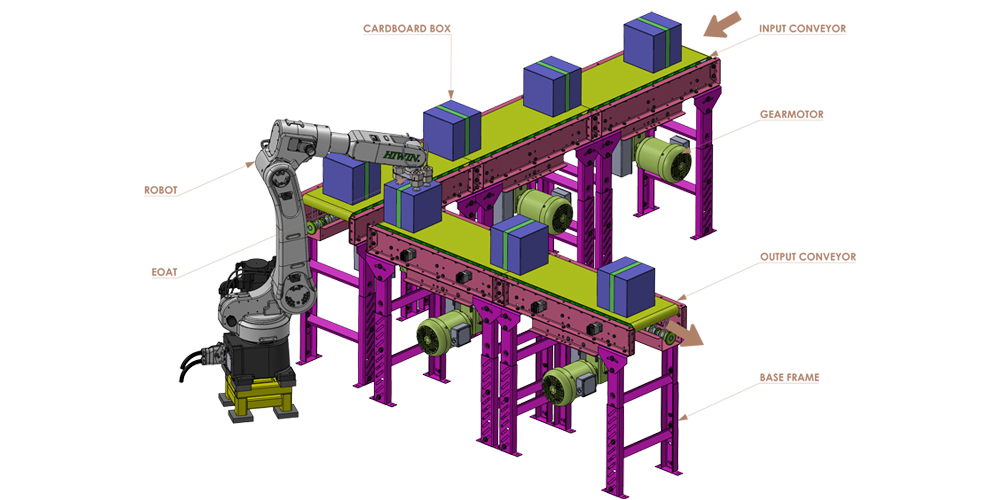
Pick and Place Robotic System Design
Our client is a major player in the food industry, specializing in the production and packaging of a wide range of food products. To keep up with increasing demand and improve efficiency, the client sought to automate their carton case handling process within their packaging line. The client sought to automate their packaging line to improve efficiency, reduce labor costs, and enhance product handling precision.
Scope
The project involved designing and deploying a pick-and-place robotic system to lift and handle carton cases in the food industry. The project involved designing and implementing a pick-and-place robotic system integrated with a belt conveyor to handle carton cases. The primary objectives were to:
- Automate the picking and placing of carton cases.
- Ensure seamless integration with the existing production line.
- Increase overall productivity and efficiency.
- Maintain high precision, safety standards and reliability in product handling.
Challenge
- The system needed to handle multiple carton sizes, requiring quick and tool-free changeovers.
- Ensuring the new robotic system integrated seamlessly with the client's current production line.
- Maintaining high accuracy and speed to meet production targets.
- Ensuring the system met all safety standards and provided ergonomic benefits to operators in the current production line.


Solution
A state-of-the-art Pick and Place robot was designed with a payload capacity to handle various carton sizes. The robot was equipped with a gripper capable of adapting to different carton dimensions and weights. The EOAT was designed for easy adjustments, allowing quick changeovers between different carton sizes and all materials used in the EOAT comply with food industry hygiene standards.
A robust belt conveyor system was developed to transport cartons to and from the robotic pick-and-place station. The robot was integrated with an existing conveyor system to facilitate smooth and efficient carton case handling. The conveyor system was designed with adjustable heights, speeds and movements were synchronised to match with the robot’s operational pace and ensure smooth and continuous product flow.
Cognex Vision systems and through-beam sensors were implemented to detect carton positions, ensuring precise and coordinated operations. A user-friendly interface was developed for operators to easily manage and monitor the system, featuring quick changeover options for different carton sizes without the need for tools.
Safety barriers and emergency stop buttons were installed to protect operators and ensure compliance with safety regulations. The system was designed to minimise ergonomic strain on operators by automating repetitive tasks. The automated system significantly boosted productivity, handling up to 100 cartons per minute. The robotic arm ensured consistent and precise carton handling, reducing errors and product damage. The system's flexibility to handle multiple carton sizes with quick changeovers increased operational efficiency, reduced labor costs and minimised downtime. Additionally, the automation improved safety and ergonomics by reducing the physical strain on workers.
Value and Benefits
Improved packaging productivity and speed by integrating a pick-and-place robotic system with a belt conveyor.
Increased handling accuracy and consistency, reducing manual errors and improving overall output quality.
Enhanced line flexibility, making it easier to handle different packaging requirements with minimal adjustments.
Delivered a successful automation upgrade that exceeded client expectations and demonstrated strong capability in custom packaging-line automation solutions.
Related Case Studies



Bottle Capping Assembly
Designed a high-speed bottle filling and capping machine, boosting production efficiency to 80 bottles per minute and ensuring consistent quality.



EOAT Design for Safe Glass Panel and Tailgate Handling
Developed a precision EOAT that improved productivity, reduced cycle times by 20% and ensured secure handling of glass panels and tailgates without damage.



Semi-Automated Case Packer Design
Introduced a versatile semi-auto case packer that optimised box collation and packing processes, achieving a 3-minute cycle time and improving overall productivity.